
In the electric motor testing field, a good portion of my acquired knowledge was a result of trial and error. When I first started using specialized motor test equipment, the instruments collected significant data and we knew very little about what it meant. Through constant testing and collection of empirical data from multiple sources, correlation of data with my technical experience and electrical theory background, I was able to gain a level of comfort and proficiency. Even though I had developed a comfort level with this new and emerging technology, there was, and still is, those problems that cause frustration. It is these problems that add to the learning experience and move the technology forward.
I was performing motor testing services at a major refinery. I found a 4000HP medium voltage motor that had signs of sever rotor problems. The refinery pulled the motor and disassembled it. The rotor had signs of significant heating. The Maintenance Manager was a little upset because this motor was just returned from a motor shop. I recommended that they send the motor to the shop I was working for.
The motor was sent to our shop and we had to have the rotor rebuilt and the shaft machined. All seemed to have gone well. The motor was returned to the refinery, but-when loaded it had excessive vibration and a noticeable whining noise. The motor was returned to the shop. It was thoroughly inspected, and no problems were found. I was called in to test it de-energized and found no problems. I suggested that we send it to the Reliance motor manufacturing plant in North Carolina, so that we could put the motor on a dynamometer and run it at load. That way we could check vibration and current signature.
I, at this point in my motor testing career, had not done much energized testing of motors with electrical motor test equipage. My experience prior to this had been single channel current acquisition with a vibration data logger and motor current signature software.
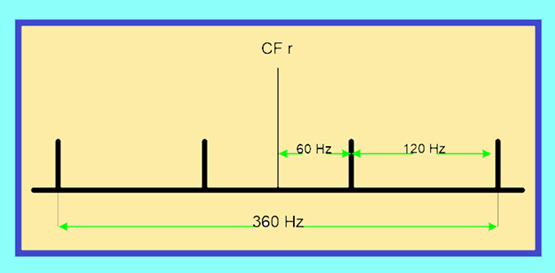
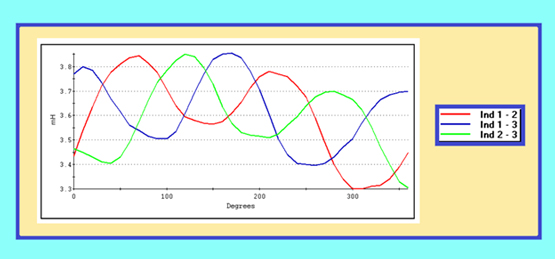
The motor was energized and run to full load. Vibration data was inconclusive; however, my current signature data indicated an eccentric rotor. My assessment was met with heated debate. The motor shop guys insisted that all mechanical tolerance were fine, the vibration analyst could not correlate my findings. Again, having not done much testing of this type, my confidence in the data was not solid. We de-energized the motor and I performed a rotor influence check (RIC). The RIC did not indicate any eccentricity.
Suffice it say, heated discussions followed. I contacted PdMA Corporation, the manufacturer of the motor test equipment I was utilizing, I provided them all the data and information relating to the motor and what had been accomplished. PdMA was naturally tentative about any decisive analysis, but- stated that they had very consistent data correlation for the indication I identified as eccentricity. I lobbied heavily that they only data that indicated any kind of anomaly was the current signature spectrum indicating rotor eccentricity. The fact that there was obviously a problem, and we had an indication, we should investigate. The motor was sent back to the shop and disassembled once more. The machine shop checked the run out on the shaft, end bell machining, essentially everything they could attribute to eccentricity.
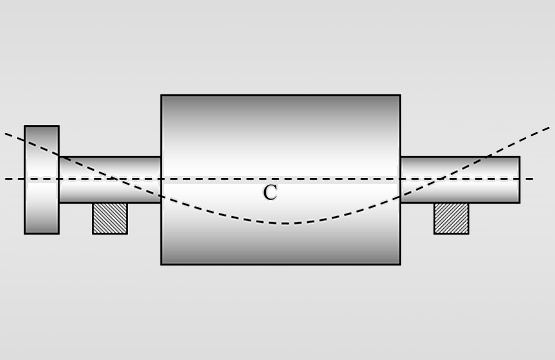
Once the machine shop completed their checks, our plant manager had all concerned personnel meet in the conference room. The room was silent. The plant manager asked where we go from here. There was some discussion about getting them a new motor. It was decided to reassemble the motor and send it back for another dynamometer test. I expressed my concern that we hadn’t done anything to fix the problem. I cited Einstein’s quote on the definition of stupidity, with us doing the same thing expecting a different result. Then a young machinist, that had worked on the rotor, asked, “what exactly is eccentricity?” I stated the anything that keeps the rotor from attaining magnetic center. He then asked, “what if the rotor is axially out of magnetic center?” In all honesty, at this point in my motor testing career, I only considered radial eccentricity as a probable problem on non-sleeve bearing motors. After thinking about it, “I stated that I didn’t understand how it could happen if all of the end bell machining and rotor specs were verified.” We discussed our dilemma some more and the machinist’s left to go do some addition research and measurements. They discovered that a thrust collar was slightly off and that would inhibit axial movement of the shaft. The rotor was machined, motor reassembled and sent back for dynamometer testing. At all load ranges the vibration was gone and so were all indications of rotor eccentricity. Lessons were learned by all. It undoubtedly cost a significant amount of money and resources to accomplish the repairs, but the knowledge gained was priceless.
For more information on electric motor testing consider attending one of our motor training courses. We now have on line self-paced courses, virtual classes and of course our live training held at various locations or on site at your facility. We also recommend that you check out our motor data analysis wall charts.