Thank you for attending the webinar How today’s advanced electric motor testing technologies expose motor failure. In this informative webinar about energized and de-energized motor testing, our attendees had many questions that we didn't have sufficient time to answer at the end of the webinar. Here are the answers to our other questions that were submitted.
- Question: Would tracking on PI test change if the test was repeated at a later date? Machine stability? I thought I highlighted tracking then the test was carried out at a later date and the machine was stable.
Answer: Humidity, dew point, moisture, and condensation all have a significant impact on polarization index. The motor state can also play into this. If you test when a motor has just shut down, the conditions are optimal, warm, and dry. However, if you are in a humid environment and test several hours after shutting down, the motor sucks in moisture from the humid air like a sponge. When you see tracking, you are seeing tracking, the conditions are such that it is occurring. The fact that you don not see it later, simply means that the conditions for it to occur are not present.
- Question: Is there a recommended motor size (Hp) you recommend for value added?We do basic monitoring and PM's on our smaller motors with N+1 redundancy where failure does not impact production.Cost of replacement is acceptable to management.
Answer: Criticality is in the eye of the functionary. What is critical to production may not seem as critical to maintenance or planning. Safety may see things from another perspective such as environmental impact or toxic hazards etc. In general, we see most industry testing motors greater than 50 HP.
- Question: Of the overall range of motor tests that have been highlighted in the presentation, which test(s) would you say are the most essential and realistic for an organization that is not doing motor testing today to begin doing themselves? If that same organization were to make an investment in tools, what would be the first few tools/measurements you would recommend?
Answer: I would start out with a simple program of monitoring motor temperatures and resistance to ground testing. I would plan and budget training on motor testing. That way when you are ready to invest in the proper test equipage, you can enter that market as a better- informed consumer.
- Question: What Accelerated Life Testing (ALT) (20 years being the Design Life) should a OEM motor manufacturer should do? What cycles (start-stop, etc.) should they repeat across the ALT?
Answer: These processes vary from motor manufacturer to manufacturer. I think that you would find considerable information about this in NEMA MG-1. (National Electrical Manufacturers Association, Motor Generator -1)
- Question: What is the zero Triplen?
Answer: Harmonics are classified by their number. When dealing with a 60 hertz system the 1st harmonic is 60 Hz the 2nd 120, 3rd 180 etc. For a 50 hertz system the 1st is 50 Hz, the 2nd 100, 3rs 150 etc. Harmonics also have a sequence Positive, Negative, Zero, which follows the order of the harmonics.
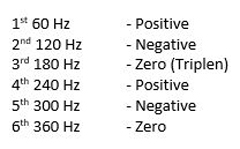
The sequence is repetitive, however, even multiples of the 3rd harmonic are Zero and odd multiples are Triplen, 6, 12, 18, 24, 30 etc. are zero and 3, 9, 15, 21, 27, 33, etc. are Triplen’s.
Remember, all harmonics cause heating, Triplen’s migrate back upstream from the source and in the right quantity or percent of the fundamental, can overload neutrals and create havoc with transformers.
- Question: How often do you encounter even harmonics?
Answer: Even Harmonics, I am assuming you mean even multiples of the 3rd Harmonic, 6, 12, 18, 24 etc. are commonplace. Harmonics, all types. have been around since the advent of the vacuum tubes, but- not in sufficient quantities to create problems. Since the 1980’s, when computers and PLC’s started to appear the problem with harmonics has become more apparent. Couple that with the advent of Uninterruptible Power Supplies UPS’s, VFD’s and electronic lighting and we have serious potential problems. You cannot prevent harmonics; you must deal with them. That includes installing electronic systems properly and filtering the harmonics that are of sufficient magnitude to be problematic. There are companies out there that specialize in “Power Quality,” and mitigating harmonic issues.
- Question: How can mechanical faults be corrected?
Answer: If you are referring to the stator mechanical faults that I referred to in the presentation, they generally entail lose lamination / core and or lose coils. These can be mitigated by proper shimming and may require a re application of insulation, i.e., “Dip and Bake. If you are referring to drive train mechanical faults, that would depend on the problem. Most problems that we identify that are mechanical are misalignment and balancing issues with fans. Proper maintenance practices can prevent these from occurring.
- Question: How to differentiate a rotor fault and eccentricity?
Answer: I would classify rotor faults as broken, cracked, or porous bars or rotor core faults. These all will provide similar indications. The most common being Field Pole Pass Frequency Sidebands or Fpp. These will appear equidistant on either side of line or fundamental frequency. These peaks are based upon the difference in speed between the synchronous rotating field in the stator and the rpm of the rotor. That difference in hertz is multiplied by the number of poles. That resultant value is where the Fpp sidebands will appear above and below line frequency.
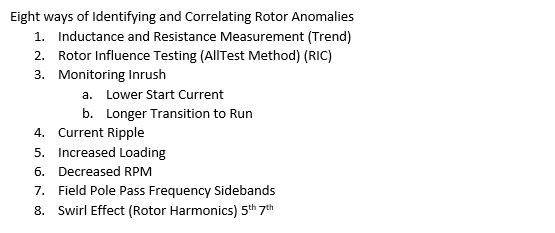
A 4-pole motor on a 60 Hz system has a synchronous field speed of 1800 RPM. If the rotor is turning at 1740 RPM. Divide both of those values by 60 to convert to frequency in hertz. We end up with 30.00 Hz and 29.00 Hz. With these values, 30 – 29.00 = 1. We then multiply the difference by the number of poles and that equals 4. The Fpp sidebands will show at 56 Hz and 64 Hz. The amplitude of the sidebands is indicative of the rotor fault severity. The sidebands are generally measured in a decibel scale or dB. Any dB value greater than 54 dB is good, less than 35 dB necessitates immediate action. This is just one indication and by no means is conclusive. There are many ways to correlate and confirm rotor bar faults. There are 8 ways of confirming and correlating rotor anomalies just with motor testing:
Rotor eccentricity, simply put, means that the rotor is not operating with the electrical magnetic center of the stator. This can be axially or radially or a combination of the two out of center.
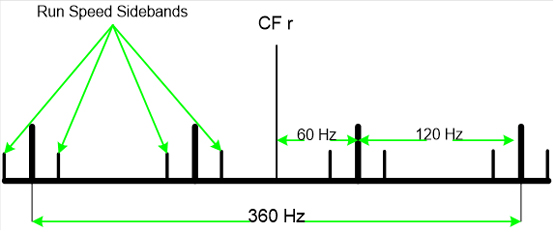
Eccentricity causes 4 peaks that are exactly 120 degrees apart, centered on a value which is the RPM of the rotor x the number of rotor bars divided by 60.Vibration analysts refer to this as the rotor bar pass frequency.

There are two types of eccentricity, “STATIC”, represented above, where the rotor is in a constant plane and out of magnetic center. The other type is “DYNAMIC”, where the rotor is moving around in the air gap. For that reason, Pole pass, Fpp frequencies are present.
- Question: Where is service available for this in India?
Answer: The best way to find out would be to get in touch with the Motor Test Equipment Manufacturers. They can provide you with sales representatives and motor testing companies within your country that can provide equipment and services. As far as training, we have several formal courses that cover de-energized and energized motor testing. We will also be providing “on-line” computer-based courses shortly.
- Question: How often should a good megger motor program happen?
Answer: We recommend that motors should have resistance to ground evaluated at least annually. We also recommend that you perform a Polarization Index test and utilize a Meg-Ohmmeter that can graph the ground resistance or interfacing with a computer-based software. The PI profile can be extremely useful in determining the types of faults.
- Question: What is considered too high of voltage if voltage is supposed to be 480 volts?
Answer: The most common acceptance standard is + or – 5%, or + or – 24 volts in case of a 480V system. A 480-volt system would be high out of tolerance at 505 volts.
- Question: We have a cap power bank on input 480 3ph. It is on main incoming power, does this affect testing results?
Answer: Power factor correction is utilized to minimize the effect of reactive loads on power consumption. This can result in a considerable savings on utility costs, especially if you are penalized by the utility company for reactive power influences.
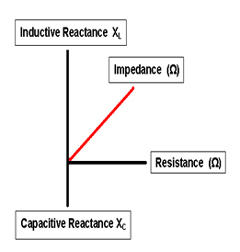
Capacitance in individual load or bulk correction banks add capacitive reactance to our overall load impedance. The switching in or out of capacitance will increase or decrease the Xc and will have an equal and opposite effect on Inductive reactance or XL. Adding capacitance will cause the Xc vector to lengthen and the Xl vector to shorten. The impedance vector angle will decrease, and the power factor will go up. The power factor is the cosine of the angle between Impedance and Resistance. The cosine of zero is 1, a perfect power factor.
- Question: The old EPRI electric motor guide classified Hi-Pot as destructive. Has that opinion changed?
Answer: You are correct. Many Hi Potential test instruments are still a pass/fail instrument. Many have sensitive triggering circuitry, which interrupts power if a ramp up in current occurs. These instruments would be my preference for use.
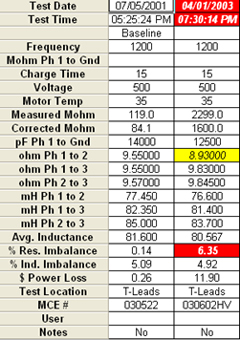
- Question: In your resistance example the resistance went down over time. Can you explain how that can happen?
Answer: Resistance values can very considerably with temperature. Copper, for example, has a positive temperature coefficient, if temperature increase the resistance goes up, if temperature goes down resistance goes down. The most important parameter in monitoring resistance is the balance between the phases, temperature variance should affect all phase the same.
- Question: I am new to motor testing and was wondering if testing an energized motor will identify the contributors that would be identified when testing a motor in a de-energize state? In other words, is it considered to be a more proactive measure?
Answer: Energized is highly effective at identifying most failure mechanisms that lead to overheating and insulation degradation. The biggest weakness in energized testing is the inability to test insulation. We recommend to our students and service customers, to avail all critical assets with energized testing on a quarterly to semi-annual periodicity. We also recommend that de-energized testing be performed at least annually and whenever possible.
Learn about our Electric Motor Testing training.
Read one of our many whitepapers.
Order an energized or De-Energized Motor Testing Data Anlysis Wall Charts.





