Refineries, chemical plants, and power plants all have (in addition to “normal” electrical and mechanical systems) unique highly specialized, applications for thermal that are common. These serve an important maintenance function to ensure that these facilities stay up and running.
Boilers used in powerplants are often inspected regularly with infrared to discover potential issues with scale or slag build-up on the internal tubes. This residue is created as a by-product of the combustion process, especially those that use coal for fuel. If left to accumulate, the material build-up (slag /scaling) can increase the thickness on the boiler tubes and reduces heat transfer, creating inefficiencies in the system that can potentially impact the process. Additionally, in certain circumstances on larger boilers, these large slag/scaling deposits can grow to the size of a small car. The danger here is that they can (and do) break off and crash into the bottom of the firebox, damaging the structure and knocking the boiler off-line.
Petrochemical facilities have process heaters and furnaces, and scaling build-up on the tube and not only creates reduced heat transfer but increases the surface temperature of the tube. Operating any of these specialized tube metals above specific limits significantly reduces tube life and can result in catastrophic failure and consequent fire/explosion.

There are several imagers on the market aimed at this application which requires specialized equipment and strict adherence to procedures for maximum effectiveness. Many of them use heat shields to protect the imagers from the high temperature. In some cases, the inspection process can be somewhat automated. Viewing inside furnaces requires an imager sensitive in the Midwave region and capable of having a narrow band-pass filter installed in order to be able to “see past” the flames, a narrow-bandpass filter is typically utilized. Flame viewing and characterization often require an IR filter specific to the fuel being utilized, and may be anywhere in the range of 3.8-4.1 microns in wavelength.
Most of these inspections can only be carried out on neutral or negative pressure vessels which means that when an inspection port is opened, outside air is sucked in, and even more importantly inside combustion air is not blown out towards the camera and operator. Safety procedures must be developed, and pre-job safety review meetings are essential to ensure that a positive draft condition is not present before or at any time during the inspection, even in the event of an operational upset.
There are some special considerations for this type of application. One of the most important is the operating temperature range of the imager itself. This data can be found in the user’s manual for the imager, and it’s important to note the range and not exceed those limits. Many imagers used in this application are equipped with a lens temperature alarm to alert the user that the maximum temperature of the imager is approaching. Lenses made of germanium can become mostly opaque at higher temperatures, so keeping the imager as cool as possible while performing this type of inspection is essential. These inspections are often performed through a “peep door” in the high-temperature enclosure, and as such the air and radiant temperatures where the operator and the imager are can be high.
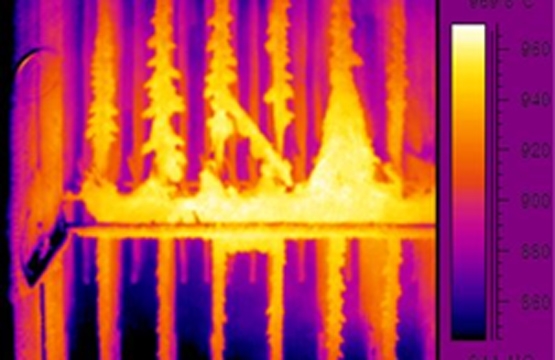
Qualitative (non-temperature) inspections in this environment can be extremely useful for identifying issues with slag, scale, and coke buildup, as well as issues related to flame impingement, firebox uniformity and stagnation areas in the upper super-heater or convection sections.

Quantitative tube temperature measurement is another matter completely. This is not as straightforward as measurements in a normal environment. One significant issue is the background temperature and uniformity since it is often much greater than the tube temperatures. The potential for measurement error increases as background temperature sources become greater than the surface temperatures. Secondly, the tube emissivity can vary significantly with temperature. Thirdly, both tube and furnace geometry affect the actual emittance and reflectance values as you look along and around the tubes. Finally, even with a narrow bandpass filter, the amount and concentration variance of combustion products will affect the atmospheric attenuation making comparative measurements at different distances inaccurate, making this one of the most challenging radiometric measurements a thermographer can attempt. It requires training, procedures, and experience.
While it’s true that this is a sort of niche type application, there are numerous opportunities to apply thermography to high temp equipment that might not come to mind. If you have furnaces, kilns, or other higher temp equipment and want to reduce catastrophic failures, maybe you should give thermography some consideration as another tool in your toolbox. Think Thermally and this can be a very useful application.